
 254
254 Одной из главных задач в повышении эффективности прессовой секции является выбор подходящего прессового полотна. Ранее инженеры, отвечающие за покрытие валов и прессовые полотна, работали независимо друг от друга, что иногда приводило к снижению общей эффективности бумагоделательной машины.
Обычно удаление воды в прессовой секции осуществляется за счёт сочетания обезвоживания в зазоре и с помощью вакуумных ящиков. Конструкция машины, скорость, нагрузка в прессе и структура продукции определяют долю каждого из типов обезвоживания. Поэтому выбор подходящего прессового полотна и покрытия вала крайне важны для оптимизации работы машины и качества бумаги.
Благодаря разработке модульных прессовых полотен и инструментов прогностического моделирования инженеры компании Voith теперь могут совместно работать над максимизацией сухости листа и оптимизацией работы прессовой секции. В данной статье представлен пошаговый подход к выявлению возможностей по улучшению работы прессовой системы за счёт правильного подбора покрытий валов и прессовых полотен с использованием методов моделирования.
Существует множество публикаций, посвящённых теоретическим аспектам прессования, большинство из которых ссылаются на модель прессования П.Б. Вальстрёма (P.B.Wahlstrom). Эта статья не станет исключением. Однако с учётом закрытия многих бумажных производств и преобразования мощностей на выпуск новых видов продукции, отрасли требуется более практический подход: необходимо рассматривать прессовый зазор как систему, включающую нагрузки, жёсткость валов, объём пустот в полотне и конструкцию прессового полотна для наилучшего использования ресурсов бумагоделательной машины.
Рассматривая обезвоживание как систему, инженеры, работающие с прессовыми полотнами и покрытиями валов, получают возможность моделировать импульс прессования и сжатие полотна с целью прогнозирования и максимизации сухого остатка. Использование современных покрытий валов и модульных прессовых полотен позволяет добиться не только повышения содержания сухих веществ, но и улучшения стабильности работы машины. Однако при этом важно учитывать возможные негативные последствия для прочностных свойств бумаги, таких как разрывная длина и объёмная масса.
Ниже на рисунке 1 показан системный подход к оптимизации работы прессовой системы. Процесс начинается с выявления области, требующей улучшения, это может быть как повышение сухого остатка, так и снижение количества разрывов, потребности в паре или продление срока службы валов и полотен.

Рис. 1. Подход к оптимизации работы пресса
Импульс пресса (Press Impulse)
Как только возможность оптимизации определена, необходимо собрать базовые данные, чтобы запустить процесс. Одним из первых шагов в этом процессе является анализ прессового импульса, исходя из текущей конфигурации пресса.Импульс пресса определяется как площадь под кривые давления в системе валов. Его можно рассчитать одним из двух способов:
Press Impulse = Среднее давление × Время пребывания в зазоре (Nip Residence Time) или

Для получения корректных результатов необходимо, чтобы единицы измерения были согласованы — либо имперские, либо метрические.
Как видно, увеличение нагрузки в зазоре или времени пребывания в зазоре увеличивает прессовый импульс. Поэтому работа с максимальной нагрузкой в зазоре или удлинение времени пребывания (например, за счёт использования прессов с удлинённым зазором) существенно увеличивает прессовый импульс. Это важно для понимания процесса оптимизации прессовых систем и в контексте теории обезвоживания по Вальстрёму.
Модель Вальстрёма, приведённая на Рисунке 2, описывает принятую четырёхфазную систему обезвоживания полотна в зазоре прессового вала. Эта модель применима как к стандартным прессовым валам, так и к прессам с удлинённым зазором.
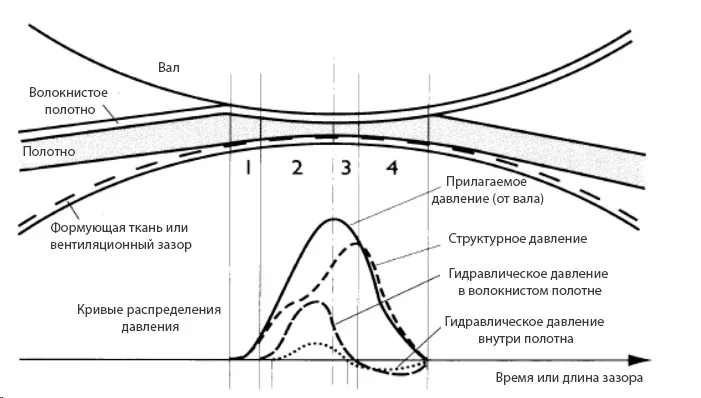
Рис. 2. Модель Вальстрёма
Этапы обезвоживания:
- Зона 1: Лист и полотно входят в контакт, начинается насыщение системы влагой.
- Зона 2: Достигается насыщение, развивается гидравлическое давление.
- Зона 3: Начинается при достижении системой максимального давления и продолжается до достижения максимальной сухости листа.
- Зона 4: Происходит расширение системы, механическое давление падает до нуля.
Таблица 1. Импульс прессования: прогнозирование сухих веществ в листе
| Машина | Конфигурация пресса | Сорт бумаги | Прогноз, % | Факт, % |
| 1 | Комбинированный/тандемный пресс с двойным войлоком | Картон и упаковка | 43,3 | 42,8 |
| Прямое прохождение через 3 вальца | ||||
| 2 | Комбинированный/тандемный пресс с двойным войлоком | Картон и упаковка | 50,9 | 49,5 |
| Прямое прохождение через 3 вальца (с башмаком) | ||||
| 3 | Трёхвальный пресс с башмаком | Лёгкий мелованный (LWC) | 55,6 | 48 |
| 4 |
Трёхвальный пресс с башмаком + 4-й пресс |
Газетная бумага | 48,8 | 46 |
| 5 | Трёхвальный пресс | Немелованная бумага (UFS) | 39,9 | 43 |
Обычно фактическое содержание сухих веществ в листе не достигает прогнозируемого уровня. Машина 5 — это аномалия, вызванная некорректным сбором данных до завершения расчёта материального баланса.
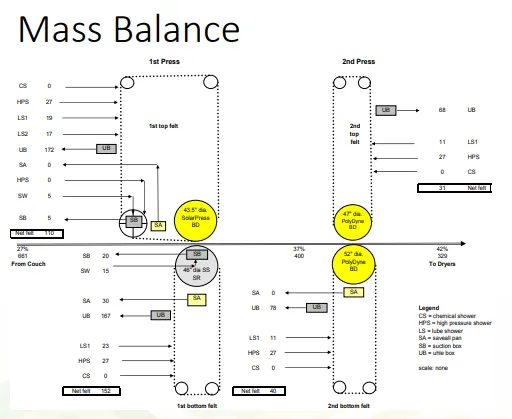
Материальные балансы измеряют приток и отток в системе прессования. Точное измерение сухих веществ на гауч-вале (couch solids) имеет критически важное значение для корректности материального баланса.
Влияние параметров прессового вала
Жесткость обечайки и система вентилирования напрямую влияют на равномерность влажности бумаги.Жесткость обечайки
- Измеряется в единицах P&J
- Чем меньше значение, тем тверже покрытие
- По мере размягчения покрытия:
- Снижается пиковое давление
- Увеличивается время контакта
Система вентилирования
- Слепое сверление: вода поступает в прессовое сукно
- Нарезка канавок: вода проходит через прессовое сукно внутрь пустот вала
| Параметр | ДО | ПОСЛЕ |
| Тип вентилирования | Канавки | SBDG (комбинированная система) |
| Жесткость покрытия (P&J) | 4 / 5 | 4 / 5 |
| Открытая площадь (%) | 28 / 41.8 | 40 / 41.8 |
| Сухие вещества после 2-го пресса (%) | 43 / 45 | 45 / 45 |
| Водоудерживающая способность (%) | 9 / 66 | 26 / 70 |
Влияние параметров прессового полотна
Параметры прессового полотна:- Масса — измеряется в граммах на квадратный метр (г/м2)
- Толщина (caliper) — измеряется в миллиметрах
- Воздухопроницаемость (Permeability)
- Объём пор (Void Volume) — рассчитывается по массе и толщине полотна
Отношение влаги (Moisture Ratio, MR):
- Измеряется как влажность полотна до и после вакуумных ящиков (uhle boxes), в (г/м2)
- Формула: MR = содержание влаги в (г/м2) / масса полотна
- Изменение влажности полотна на участке вакуумных ящиков позволяет рассчитать количество воды, удалённой этими ящиками
Влияние выбора основы
Толщина основы в зависимости от нагрузки:- Основы, изготовленные по новым технологиям, обеспечивают меньшую толщину (caliper)
- Меньшая толщина сокращает время насыщения прессовой системы
Полотна, изготовленные из пряжи одинакового диаметра и с аналогичным весом:
- Полотна с основами по новой технологии имеют меньшую начальную толщину
- Также обеспечивают меньший начальный объём пор (void volume)
Таблица 3. Сравнение толщины полотен в зависимости от технологии основы
| Основа | Плотность г/м2 | Толщина (Caliper), мм | Объём пор (Void Volume) |
| Новая технология | 1830 | 3.62 | 1019 |
| Старая технология | 1858 | 4.11 | 1109 |
Влияние толщины полотна (caliper)
Толщина полотен в зависимости от нагрузки:- Вес нового полотна: 1800 г/м²
- Вес использованного полотна: 1620 г/м²
- Под нагрузкой использованное полотно теряет 59% эффективного объема пор
Потеря объема пор (void volume) должна учитываться при проектировании системы зажима (nip), валов и полотен следует закладывать достаточный избыточный объем пор, чтобы компенсировать уплотнение полотна в процессе эксплуатации.
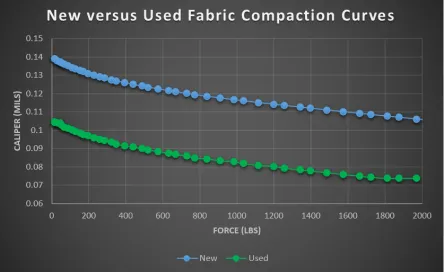
Рис. 3. Сравнение сжатия новых и использованных полотен под нагрузкой
Таблица 4: Толщина, вес и объем пор полотен
| Состояние | Толщина (дюймы) | Толщина (мм) | г/м2 | Объём пор |
| Новое | 0.14 | 3.556 | 1800 | 56 |
| Новое | 0.105 | 2.667 | 1800 | 41 |
| Использ. | 0.105 | 2.667 | 1620 | 40 |
| Использ. | 0.073 | 1.854 | 1620 | 23 |
Выводы:
- Повышение сухого остатка на 1% может привести к снижению энергозатрат до 5%
- Более быстрое насыщение прессовой системы способствует более эффективному обезвоживанию
- Прессовые валы необходимо оптимизировать по избыточному объему пор и твердости
- Прессовые полотна должны легко насыщаться и сохранять достаточный объем пор к концу срока службы



