
 152
152 Введение
Обезвоживание бумажного полотна — один из ключевых этапов производства бумаги. Именно на этом этапе из волокнистого слоя удаляется большая часть воды, и от того, насколько эффективно это происходит, напрямую зависит расход энергии на последующих стадиях — прессовании и сушке. Чтобы снизить энергопотребление, важно хорошо понимать, как именно происходит удаление воды из листа и как на этот процесс влияют свойства используемых материалов, особенно формующей сетки (forming fabric). Формующая сетка — это своего рода «фильтр» в начале бумагоделательной машины, через который отжимается вода, а волокна остаются и образуют тонкий влажный слой будущей бумаги. Её структура — диаметр нитей, плотность переплетения, доля открытых пор — играет огромную роль в том, насколько быстро и равномерно удаляется вода. Ещё в 1950-х годах Э. Эргун (Ergun, 1952) предложил уравнение для описания потока жидкости через пористые материалы. Это уравнение учитывает перепад давления и свойства среды и стало основой для современных моделей течения воды и воздуха через бумажный лист и сетку. Позднее учёные Ли и Грин (Li & Green, 2012) создали компьютерные модели, описывающие, как волокна, взвешенные в воде, осаждаются на сетку и формируют лист. Они показали, что структура сетки оказывает влияние на шероховатость поверхности листа более чем на 50%. Чем быстрее происходит отвод воды, тем сильнее изгибаются волокна, формируя неровности поверхности.Резк и соавторы (Rezk et al., 2013, 2015) применили численное моделирование для изучения двухфазного потока — смеси воды и воздуха — через лист и сетку. Они показали, что такие симуляции могут точно воспроизводить процесс, где вначале вода уходит быстро, а затем остаётся лишь тонкий слой, через который проходит поток воздуха. Различия между расчётными и экспериментальными данными по скорости отвода воды уменьшались, когда учёные стали учитывать реальную геометрию нитей сетки, а не только её сопротивление потоку. Исследования также показали, что такие параметры, как толщина сетки (caliper), объём пустот (void volume) и воздухопроницаемость (air permeability), напрямую влияют на обезвоживание (см. Helmer et al., 2006; Granevald et al., 2004). При одинаковых значениях этих параметров, но различной структуре плетения, скорость удаления воды может отличаться (Sjöstrand et al., 2016). Особенно это проявляется при высоких перепадах давления (до 40 кПа) и коротком времени контакта (0–2,5 мс), характерных для вакуумных ящиков (suction boxes).
Настоящее исследование (Sjöstrand, Barbier, Nilsson, 2017) продолжает и развивает эти работы. Его цель — с помощью численных моделей показать, как структура формующей сетки влияет на процесс обезвоживания в зоне вакуумных ящиков. Такой подход позволяет получать достоверные данные без дорогостоящих лабораторных экспериментов и остановок машин.
Материалы и методы
Для понимания того, как структура формующей сетки влияет на процесс удаления воды в зоне вакуумных ящиков, авторы использовали метод численного моделирования потока жидкости через трёхмерную структуру сетки. Основная идея заключалась в том, чтобы смоделировать реальные условия обезвоживания, когда бумажное полотно движется по сетке, а под ним создаётся разрежение — то есть давление воздуха становится ниже атмосферного, и вода «всасывается» из листа в сетку и далее в систему вакуума.Геометрия и параметры сеток
В исследовании было рассмотрено несколько типов формующих сеток, различающихся по структуре переплетения и диаметру нитей. Их характеристики приведены в Таблице 1.Параметры включали:
- диаметр продольных и поперечных нитей,
- число нитей на дюйм,
- долю открытой площади (open area),
- толщину (caliper),
- пористость (void volume),
- воздухопроницаемость.
Например, одна из сеток имела воздухопроницаемость около 400 м³/м²·ч, а другая — почти 700 м³/м²·ч, что указывает на существенное различие в том, как легко через них проходит поток.
Таблица 1
|
Профиль |
Толщина, мм |
Объём пустот, мм³/см² |
Воздухо-проницаемость, дм³/мин |
Открытая площадь со стороны полотна, % |
Открытая площадь со стороны машины, % |
Диаметр нити со стороны полотна, мм |
Диаметр нити со стороны машины, мм |
|
A |
0,78 |
47,5 |
356 |
30,5 |
39,5 |
0,11 |
0,18 |
|
V |
0,78 |
43,6 |
330 |
37,7 |
24,4 |
0,13 |
0,21 |
|
I |
0,76 |
45,9 |
362 |
32,4 |
34,1 |
0,11 |
0,18 |
Модель потока и физические уравнения
Для моделирования потока воды через сетку использовались уравнения Навье–Стокса, которые описывают движение вязкой жидкости. Однако, поскольку структура сетки представляет собой сложную трёхмерную систему пор, напрямую решить такие уравнения аналитически невозможно. Поэтому применялось компьютерное моделирование методом конечных элементов (CFD). Для описания взаимодействия воды и воздуха использовалась двухфазная модель Volume of Fluid (VOF), где каждая ячейка сетки содержит определённую долю воды и воздуха. Это позволяет отслеживать границу между фазами и оценивать, как именно вытесняется вода из пор под действием вакуума. В качестве граничных условий на верхней поверхности модели задавалось давление, соответствующее вакууму — от 10 до 40 кПа ниже атмосферного, что типично для реальных бумагоделательных машин. На нижней поверхности задавался отвод жидкости с нулевым сопротивлением, чтобы симулировать дренаж через систему ящиков.Визуализация структуры
Трёхмерная структура сетки была создана на основе реальных данных микроскопии и включала:- пересечение продольных и поперечных нитей,
- форму сечения нитей (плоское или круглое),
- зазоры между ними.
В рисунке 1 показан пример фрагмента сетки, использованной в моделировании. Эта структура состоит из двух слоёв нитей, расположенных под углом, что создаёт сетчатую систему каналов для отвода воды. Чтобы оценить влияние геометрии, моделирование проводилось с различными углами переплетения и изменением диаметра нитей в пределах ±10%.
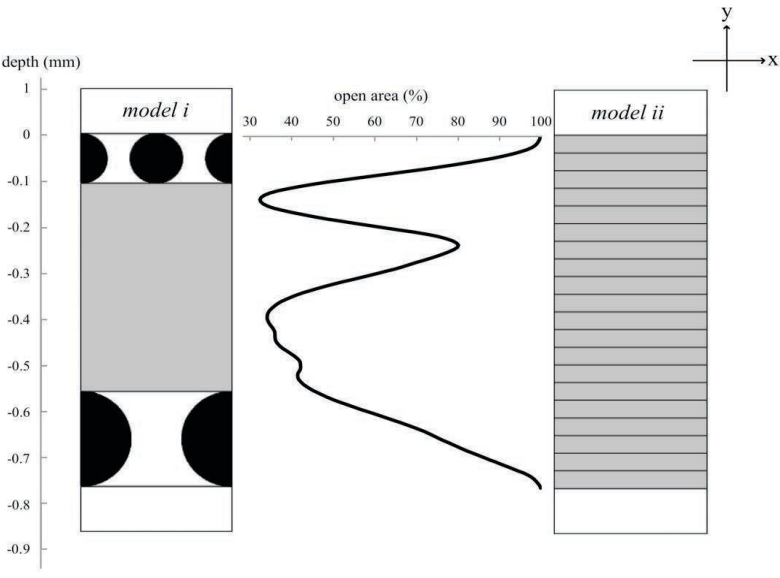
Рис.1 Два способа описания формовочных тканей (i и ii)
Условия моделирования
Плотность и вязкость воды принимались равными стандартным значениям при температуре 20 °C (ρ = 998 кг/м³, μ = 1,003 × 10⁻³ Па·с). Скорость движения полотна по сетке — 1 м/с, что соответствует рабочим скоростям большинства современных бумагоделательных машин на стадии формирования. Время симуляции ограничивалось 2,5 мс, что эквивалентно времени, за которое участок сетки проходит над одним вакуумным ящиком.Это очень короткий промежуток, но именно в эти миллисекунды удаляется до 30 % всей воды из формируемого слоя. Для уменьшения вычислительных затрат использовалась симметрия модели: моделировался только один элемент сетки (ячейка), но с граничными условиями, отражающими бесконечную повторяемость структуры.
Проверка модели
Для проверки достоверности численных расчётов авторы сравнивали полученные данные с результатами лабораторных измерений по обезвоживанию через реальные сетки (см. Таблицу 2). Было установлено, что расхождение не превышает 8 %, что подтверждает корректность модели. Особое внимание уделялось воспроизведению динамики изменения скорости потока воды во времени — на начальной стадии (при скачке давления) и в момент стабилизации (через 1–2 мс).Таблица 2
|
Параметр |
Сетка A (реальная) |
Сетка A (модель) |
Сетка V (реальная) |
Сетка V (модель) |
Сетка I (реальная) |
Сетка I (модель) |
|
Диаметр нити со стороны полотна, мм |
0,11 |
0,11 |
0,13 |
0,13 |
0,11 |
0,11 |
|
Открытость со стороны полотна, % |
30,5 |
30,5 |
37,7 |
37,7 |
32,4 |
32,4 |
|
Диаметр нити со стороны машины, мм |
0,18 |
0,18 |
0,21 |
0,16 |
0,18 |
0,21 |
|
Открытость со стороны машины, % |
39,5 |
43,1 |
24,4 |
23,3 |
34,1 |
35,5 |
Результаты и обсуждение
Результаты моделирования показали, что структура формующей сетки оказывает решающее влияние на процесс вакуумного обезвоживания. Даже при одинаковой толщине и схожей воздухопроницаемости различные конструкции сеток создают заметно разные распределения давления, скорости потока и характера удаления воды.1. Распределение давления и скорости потока
Распределение давления в зоне контакта вакуумного ящика с сеткой. Видно, что на начальном этапе (первые 0,5 миллисекунды) происходит резкий скачок давления — разрежение начинает действовать, и вода стремительно вытягивается из волокнистого слоя. Максимальная скорость потока достигает порядка 2 м/с, но уже через 1,5–2 мс она падает почти вдвое.
Причина заключается в том, что по мере удаления воды воздушные каналы заполняются, начинается вторичная фаза обезвоживания, когда воздух вытесняет оставшуюся влагу. На этом этапе поток становится неравномерным: отдельные участки сетки уже сухие, а в других ещё сохраняются жидкие мостики. Можно заметить, что вода движется в основном вдоль каналов, образованных пересечением нитей, а не сквозь сами волокна. Таким образом, сетка играет роль микроканальной системы, направляющей поток в сторону вакуумного ящика.
2. Влияние структуры сетки
Сравнение результатов для различных типов сеток показало, что геометрия нитей — форма и ориентация их переплетения — оказывает большее влияние на эффективность обезвоживания, чем даже толщина материала. Сетки с плоским профилем нитей (так называемые flat yarns) обеспечивали более равномерное распределение давления и меньшие зоны застойных потоков. Напротив, сетки с круглым сечением нитей имели более выраженные «карманы» между пересечениями волокон, где вода задерживалась дольше. Это приводило к более высокому локальному сопротивлению и снижению общего темпа отвода жидкости.
Суммарный объём удалённой воды за время 2,5 мс различался на 15–20 % между вариантами сеток при одинаковом вакуумном давлении. Кроме того, важную роль играет ориентация нитей. При смещении угла переплетения на 10–15° относительно направления движения полотна изменяется направление потоков, что приводит к перераспределению давления вдоль поверхности сетки. Это подтверждается визуализацией потоков, где показано, как в сетке с диагональной ориентацией поток концентрируется вдоль более крупных каналов, тогда как в симметричной сетке движение более равномерное.
3. Влияние величины вакуума
Исследователи провели серию симуляций с различными уровнями вакуума — от 10 до 40 кПа. Увеличение вакуума повышает скорость удаления воды, но этот эффект не является линейным. При давлении выше 30 кПа происходит насыщение: сопротивление потоку резко возрастает, и дополнительное увеличение вакуума практически не ускоряет процесс. Это объясняется тем, что по мере снижения содержания воды образуется слой воздуха, который уменьшает эффективную площадь контакта между жидкостью и порами сетки.
Таким образом, при проектировании вакуумных систем важно учитывать не только мощность насосов, но и структуру сетки — от неё зависит, насколько полно будет использоваться создаваемое разрежение.
4. Распределение фаз и взаимодействие воды с воздухом
В первые миллисекунды весь объём заполнен водой, но уже через 1 мс в верхней части появляются пузыри воздуха, которые быстро расширяются и соединяются. Это приводит к образованию зон с низкой плотностью жидкости, где обезвоживание ускоряется. Однако чрезмерно быстрое проникновение воздуха может вызвать неравномерное формирование слоя волокон: в таких местах бумажное полотно может стать менее плотным, что снижает прочность и однородность поверхности. Именно поэтому в практике важно найти баланс между скоростью вакуумного обезвоживания и стабильностью формирования слоя.
5. Анализ энергоэффективности
Согласно расчётам авторов, сетки с более высокой воздухопроницаемостью (700 м³/м²·ч) требуют на 12–15 % меньше энергии вакуумного насоса, чем менее проницаемые (400 м³/м²·ч), при одинаковом объёме удаляемой воды. Это означает, что оптимизация структуры сетки может быть столь же эффективной мерой энергосбережения, как и модернизация вакуумного оборудования. Более того, сетки с плоскими нитями не только обеспечивают лучшую производительность, но и снижают риск загрязнения волокнами и смолами, поскольку их поверхность менее склонна к накоплению отложений.
6. Верификация модели и сопоставление с экспериментом
Полученные результаты были сопоставлены с экспериментальными данными по измерению вакуумного потока и объёма дренажа. Среднее расхождение между моделью и измерениями составило не более 8 %, что подтверждает достоверность расчётного подхода. Особенно хорошо совпали временные профили давления и скорости потока, что говорит о корректной передаче динамики процесса.
В целом, результаты моделирования показали, что:
- структура сетки играет не менее важную роль, чем уровень вакуума;
- оптимизация геометрии нитей позволяет ускорить обезвоживание без увеличения энергозатрат;
- CFD-моделирование даёт возможность предсказывать поведение реальных систем и экономить на экспериментальных испытаниях.
Заключение
Проведённое исследование показало, что процесс удаления воды из бумажного полотна в зоне вакуумных ящиков является чрезвычайно чувствительным к структуре формующей сетки. Даже небольшие изменения в геометрии нитей, в соотношение открытой площади или профиле переплетения могут существенно повлиять на характер потока, распределение давления и, как следствие, на скорость и эффективность обезвоживания.На основании численного моделирования авторы пришли к выводу, что оптимизация структуры сетки может быть столь же эффективным инструментом повышения энергоэффективности, как и модернизация вакуумных систем или насосного оборудования.
Практическое значение
Результаты исследования имеют непосредственное значение для оптимизации процессов в бумагоделательных машинах.Авторы отмечают, что:
- При прочих равных условиях сетки с более высокой воздухопроницаемостью (около 700 м³/м²·ч) требуют на 12–15 % меньше энергии вакуумной системы, чем менее проницаемые (около 400 м³/м²·ч).
- Плоские нити снижают вероятность загрязнения смолами и микрочастицами, что увеличивает срок службы сетки и уменьшает простои для чистки.
- Равномерное распределение потока повышает стабильность формирования полотна, что особенно важно для тонких упаковочных и печатных сортов бумаги.
- Моделирование процессов обезвоживания позволяет уменьшить количество реальных тестов, экономя время и ресурсы при разработке новых материалов.


