
 238
238
Нанесение дисперсионных покрытий (DC) — это перспективная технология, которая, несмотря на известность в течение нескольких десятилетий, лишь недавно вызвала повышенный интерес со стороны промышленности. Большая часть коммерческой упаковки на основе волокна имеет экструзионное покрытие или ламинацию. В настоящее время лишь немногие продукты покрываются дисперсионным методом. Одним из преимуществ технологии DC является возможность достижения более низкого конечного веса сухого покрытия по сравнению с экструзионным покрытием и ламинацией, что снижает содержание нецеллюлозных компонентов в упаковке. Это может привести к повышению выхода волокна при переработке. Более ранние исследования сообщали о хорошей перерабатываемости DC, показывая меньшие доли отходов. Кроме того, эти методики постоянно адаптируются для решения проблем, связанных с новой упаковкой на рынке. Из-за потенциального избежания щелевой сортировки при переработке, мелкие фрагменты покрытия и наполнителя могут попасть во вторичное сырье или накапливаться в водных системах бумажной фабрики. Эта потенциальная проблема, связанная с микропластиком, в настоящее время обсуждается и может препятствовать применению многих покрытий, которые являются хрупкими, фрагментация на мелкие частицы при роспуске и отделяются от волокон.
Предыдущие исследования были сосредоточены на наполнителях внутри рецептур покрытий и различной природе латексных полимеров, обычно на основе стирол-бутадиеновых и стирол-акрилатных латексов. Недавние исследования сфокусированы на биополимерах, однако во многих случаях они обладают более низкими барьерными свойствами по сравнению с синтетическими аналогами, более высокой стоимостью, и их сложно масштабировать для промышленного переноса технологии.
В настоящее время существует множество коммерчески доступных марок водных дисперсий, некоторые из которых уже наносились и испытывались на бумажных субстратах. Большинство марок основаны на синтетических латексах из-за их большей промышленной доступности и более простых процессов производства, хотя усилия академических и промышленных кругов по переходу на биологические аналоги должны быть признаны.
Помимо полной характеристики барьерных свойств, обработка волокнистых субстратов может повлиять на целостность покрытия и, следовательно, на конечные свойства упаковки. Поэтому оценка влияния обработки на барьерные свойства и фактическая технологичность таких покрытий чрезвычайно интересны.
Бигование — это метод создания канавки в обрабатываемом материале. Цель которого, локально уменьшить жесткость на изгиб для создания предпочтительных линий сгиба. Были сообщены о различных методах получения бигов, как в процессе плоской высечки — обычно используемом в крупносерийном производстве — так и с помощью биговальных колес на пробоподготовительных машинах для изучения, например, рисунка бигов и их ориентации. Кроме того, в предыдущих исследованиях обсуждалось влияние правила бига и ширины канавки на толщину обрабатываемого материала.
Термосваривание, напротив, цель соединить две поверхности благодаря действию температуры, давления и времени. Предыдущая литература была сосредоточена как на гибкой, так и на жесткой упаковке. Могут использоваться различные геометрии сварочных брусков, особенно для гибкой упаковки, тогда как для жесткой упаковки обычно применяется плоский брусок. Успешная термосварка необходима для обеспечения герметичности упаковки, а также достаточной адгезии для предотвращения непреднамеренного вскрытия упаковки. Водные дисперсии обеспечивают более низкую прочность термосварного шва по сравнению с ламинированными аналогами.
Несколько важных для переработки свойств могут быть задействованы в едином процессе формования, таком как 3D-формование картона (относимое к вытяжке) для получения конечной упаковочной структуры, например, лотков. Предыдущие исследования изучили несколько параметров, влияющих на качество продукции, включая геометрию упаковки, влажность субстрата, усилие прижима заготовки, глубину и ширину бига. В итоге множество параметров процесса должны быть тонко настроены, чтобы гарантировать, что и субстрат, и слой покрытия не трескаются; это позволит получить конфигурацию материал-покрытие, которая может конкурировать как с экономической, так и с экологической точек зрения с полимерными аналогами упаковки, а также с волокнистыми решениями с более высоким содержанием нецеллюлозных компонентов.
В этой работе авторы исследовали производство и характеристику как экспериментальных, наполненных минералами, так и коммерческих водных дисперсий на картоне. Авторы ставили цели провести широкую характеристику: от барьерных свойств до свойств переработки и формования лотков для сравнения с картоном, покрытым полиэтилентерефталатом (ПЭТ), в настоящее время являющимся основным промышленным материалом. Это исследование включало вес сухого дисперсионного покрытия, составляющий менее 5% от общего веса упаковки, то есть максимальное содержание нецеллюлозных компонентов, которое может составлять незначительную часть упаковочной единицы и, следовательно, может рассматриваться странами-членами ЕС как мономатериал. Таким образом, цель — оценить, может ли и в каких случаях использование, облегченных DC (содержание нецеллюлозных компонентов <5% вес.) заменить субстраты с ПЭТ-покрытием.
МАТЕРИАЛЫ И МЕТОДЫ
Материалы
-
Субстрат: использовался картон StoraEnso Trayforma плотностью
350 г/м² (UC). -
Эталон: Картон StoraEnso Trayforma PET 40 с экструзионным ПЭТ-покрытием (40 г/м²).
-
Экспериментальные дисперсии: Две формулы на основе латекса стирол-бутадиена (HPH 39) и каолина (CamCoat 80) в соотношениях латекс: пигмент 80:20 (H39K 80) и 60:40 (H39K 60) по сухому весу.
-
Коммерческие дисперсии: Две коммерческие дисперсии на основе стирол-акрилата: SA-B (барьерная) и SAP-H (термосвариваемая).
Методы
-
Нанесение покрытия: Двухслойное нанесение "мокрым по мокрому" с помощью стержневого наносчика.
-
Характеристика: Измерение веса покрытия, тест на проколы, шероховатость по Бендтсену, воздухопроницаемость, краевой угол смачивания.
-
Механические свойства: Испытания на растяжение и изгиб.
-
Барьерные свойства: Тест Кобба (влагопоглощение), скорость пропускания водяного пара (WVTR), сопротивление жиру и маслу (OGR) при 60°C.
-
Бигование: проводилось с помощью специального инструмента с разной глубиной хода.
-
Термосваривание: проводилось по полному факторному плану экспериментов (DoE) с варьированием температуры, времени выдержки и давления.
-
Формование лотков: проводилось на пилотном оборудовании с варьированием влажности заготовки, усилия прижима, температуры и скорости.
-
Статистический анализ: использовался для анализа данных термосваривания.
РЕЗУЛЬТАТЫ
Подготовка образцов и предварительная характеристика
Покрытый картон был успешно получен. Средние веса сухого покрытия для каждого исследуемого материала приведены на рисунке 1. В отличие от ожидаемого, вес сухого покрытия для двойного покрытия толщиной 20 мкм в мокром состоянии достиг в среднем 12 г/м². Это можно объяснить проклейкой поверхности картона, которая в некоторой степени отталкивает водную дисперсию, наносимую стержневым наносчиком.
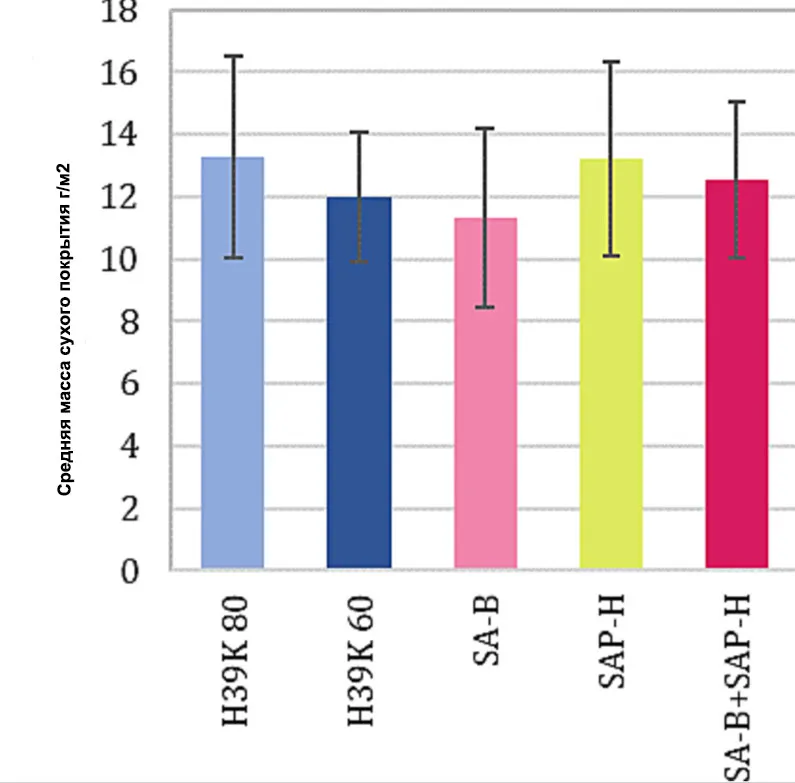
Рис.1. Средний вес сухого покрытия для каждого покрытия, исследованного в данной работе.
В целом на покрытых подложках было обнаружено небольшое количество проколов или их полное отсутствие, как указано в таблице 3. Проколы H39K 80 были вызваны микропузырьками, попавшими в водную дисперсию во время смешивания, поскольку обе экспериментальные смеси не содержат пеногасителей.
Таблица 1. Среднее количество проколов, измеренное для каждой марки покрытия как коммерческой, так и экспериментальной.
|
Покрытие |
Среднее количество проколов |
|
ПЭТ |
0 |
|
H39K 80 |
2 |
|
SA-B |
0 |
|
SAP-H |
1 |
|
SA-B + SAP-H |
0 |
Шероховатость по Бендтсену представлено на Рисунке 2. Образцы UC и с ПЭТ-покрытием показали наивысшие результаты, тогда как водные дисперсии достигли в среднем шероховатости 200 мл/мин, что означает сокращение более чем на 55%. Необходимо отметить, что в целом H39K 60 показал более высокую шероховатость по Бендтсену по сравнению с H39K 80, что связано с увеличенным содержанием каолина, который является более грубым по сравнению с частицами латекса, образующими пленку.
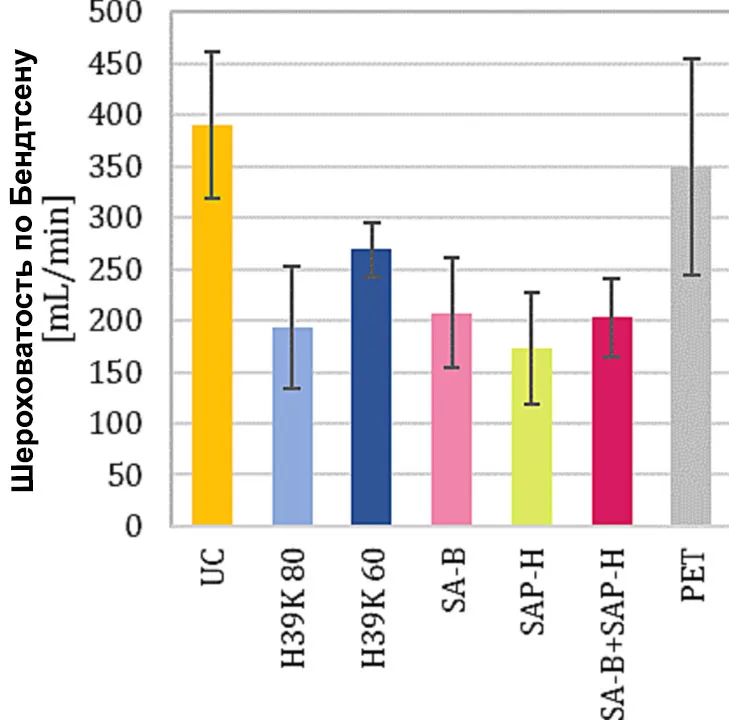
Шероховатость по Бендтсену покрытой стороны различного картона с вододисперсионнымпокрытием. Непокрытый и картон с ПЭТ-покрытием также включены.
Что касается воздухопроницаемости, UC показал воздухопроницаемость 4,23 ± 0,23 мкм/(Па·с), тогда как все DC и ПЭТ достигнутые результаты, которые были почти нулевыми (≤0,002 ± 0,001 мкм/(Па·с)).
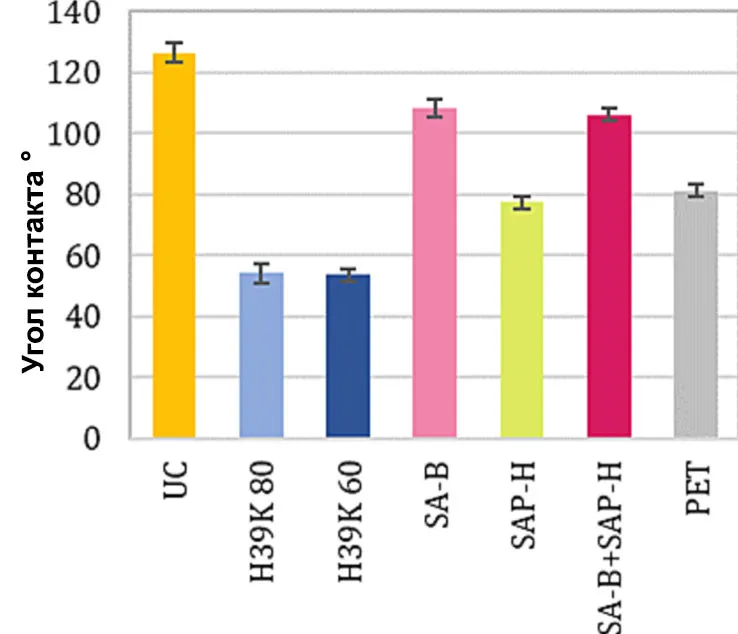
Рис. 3. Угол контакта °
Угол контакта (рисунок 3) ясно показывает, что экспериментальные покрытия на основе стирол-бутадиена, содержащие каолин, обладают сильно гидрофильной поверхностью⁵², без статистически значимой разницы из-за разного количества каолина. Напротив, непокрытый картон достигает наивысшее значение (127%), что подчеркивает гидрофобную природу из-запроклеивающих агентов. Интересно, что картон с покрытием SA-B + SAP-H имел угол контакта, близкий к таковому у SA-B; это предполагает, что покрытие "мокрым по мокрому" позволяет частицам двух слоев покрытия взаимодиффундировать до сушки.
Механические свойства
Результаты испытаний на растяжение и изгиб приведены на рисунке 4 и рисунке 5соответственно. Результаты различались в зависимости от ориентации волокон субстрата, то есть MD или CD. Ориентация MD представляет, что было предсказуемо, более высокую прочность на растяжение, среднее максимальное усилие, а также сопротивление изгибу и жесткость из-запараллельной ориентации волокон в испытаниях на растяжение и ортогональной ориентации к оси изгиба — значения до трех раз выше по сравнению с CD.
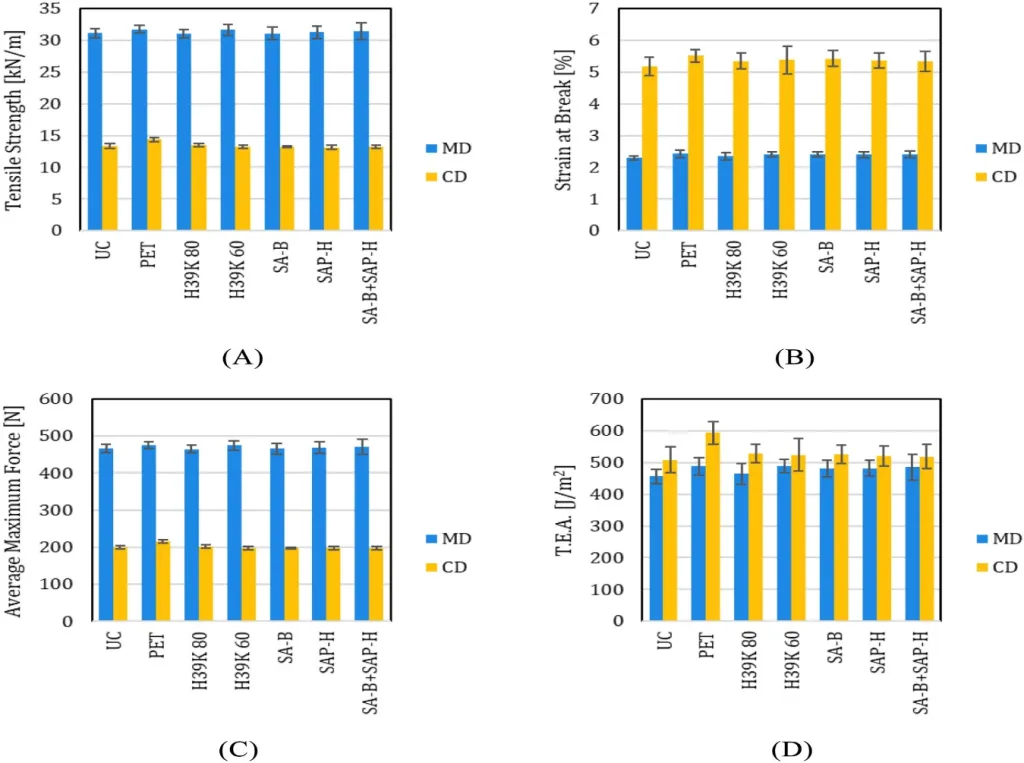
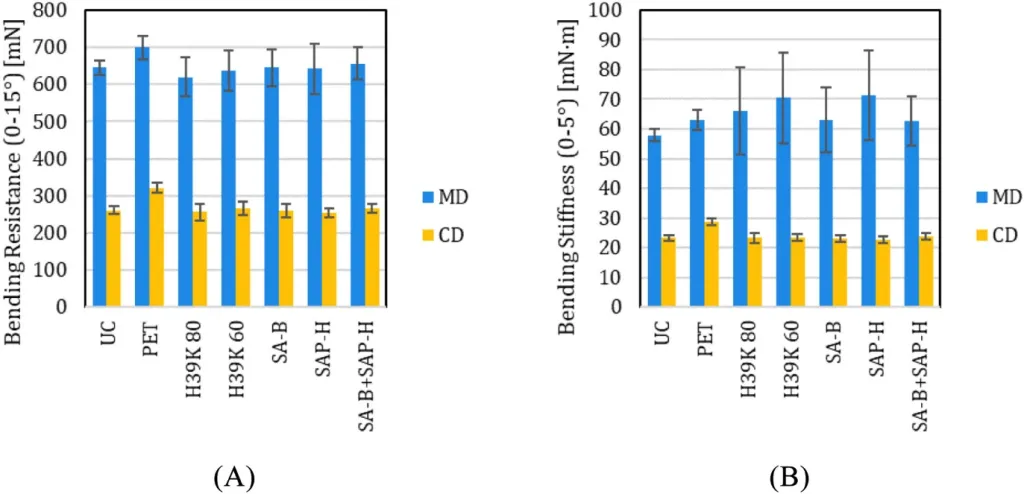
Рис. 5. Результаты испытаний на изгиб для UC, ПЭТ и картона с дисперсионным покрытием: a) сопротивление изгибу; b) жесткость на изгиб.
В изученных параметрах не было обнаружено существенной разницы из-за разного постоянного тока из-за близкого среднего значения или стандартного отклонения, как в случае жесткости при изгибе (рисунок 5.b). Эти результаты согласуются с предыдущими данными. Объяснение заключается в малом весе сухого покрытия по сравнению с весом основы, причем на долю первого приходится менее 5% от общего веса. Предыдущее утверждение может быть подтверждено результатами для подложки с ПЭТ-покрытием, которая, как правило, демонстрирует наилучшие механические характеристики как для MD, так и для CD. Действительно, доля ПЭТ по весу составляет чуть более 10% от общего веса.
Барьерные свойства
Результаты теста Кобба1800 приведены на рисунке 6. Экспериментальная формула представляетминимальный барьер по сравнению с другими покрытиями. Действительно, даже SAP-H, коммерческая термосвариваемая марка, показала водопоглощение, которое было на 50% ниже по сравнению с H39K 80. С другой стороны, SA-B достиг аналогичные результаты по сравнению с картоном с ПЭТ-покрытием, как и конфигурация покрытия SA-B + SAP-H.
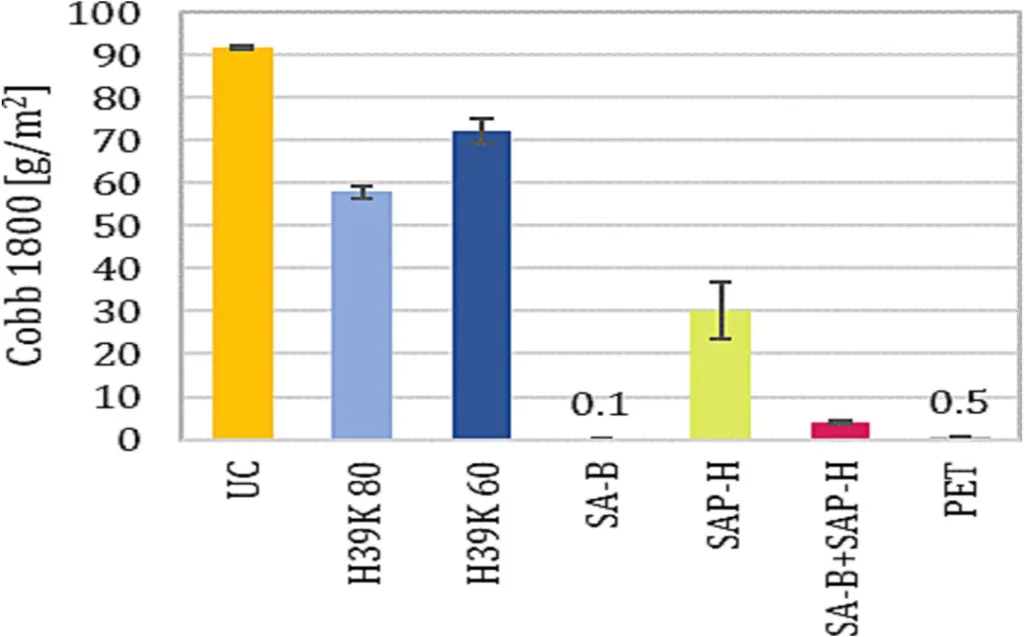
Согласно предыдущим исследованиям, присутствие каолина в составе оказалось малопригодным для улучшения защитных свойств от воды из-за его гидрофильной природы. В частности, более высокое содержание каолина, как правило, приводило к увеличению водопоглощения. Однако эти результаты отличаются по величине от предыдущих результатов (22,2%) для тех же покрытий, но на другой подложке, особенно для экспериментальных покрытий, где более высокая масса сухого покрытия приводила к еще худшим относительным характеристикам.
WVTR (рисунок 7) еще раз показал, что SA-B обеспечивает характеристики, аналогичные характеристикам ПЭТ (менее 20 г/(м2·день)), в то время как экспериментальные формулы дают результаты около 40 г/(м2·день), при этом H39K 60 демонстрирует несколько более низкий WVTR, аналогично к описанному в другом месте 22.
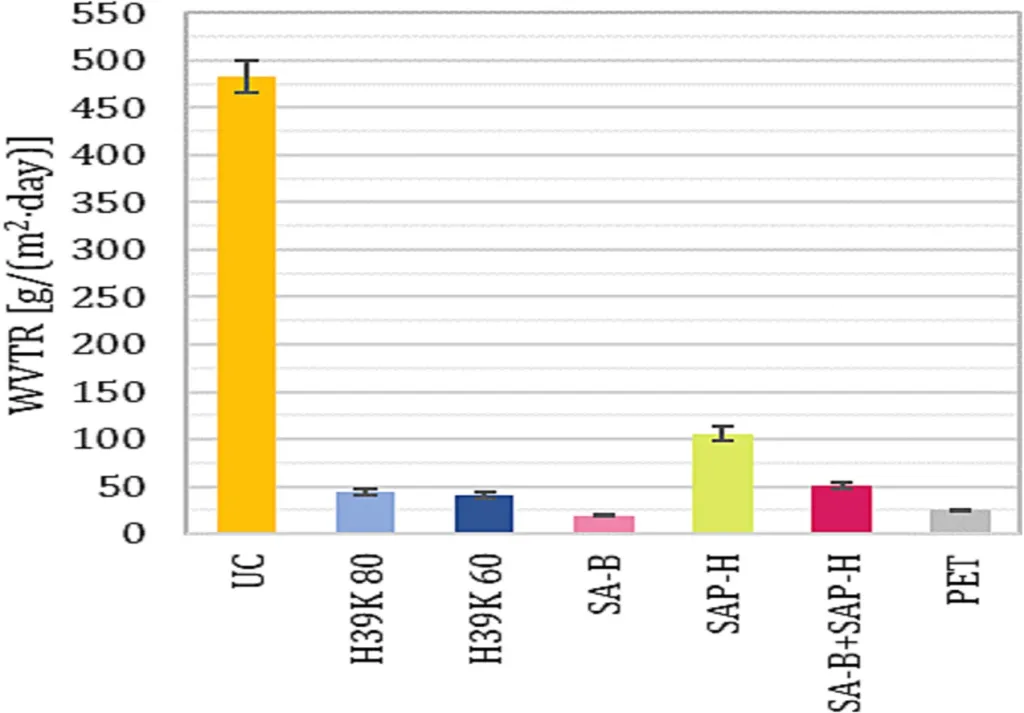
Рис. 7. Результаты паропроницаемости (WVTR) исследованных покрытий.
Водные дисперсии показали улучшение барьерных свойств в диапазоне 80-95%. Однако при обсуждении результатов следует учитывать вес покрытия, поскольку водные дисперсии, использованные в этом исследовании, давали менее половины веса покрытия по сравнению с ПЭТ. Как SA-B, так и экспериментальные покрытия показали характеристики, аналогичные предыдущим исследованиям, при одинаковом весе сухого покрытия.
Стойкость жирового барьера, выраженная в минутах до появления пятна подкрашенного жира на непокрытой стороне образцов, показана в таблице 2. В образцах с яичным белком OGR отсутствовал. Масло проникает сквозь материал в течение нескольких секунд после его нанесения на поверхность. В целом, различные вариации обеспечили высокую эффективность. Действительно, SA-B, который был материалом с наилучшими показателями как по водопоглощению, так и по влагозащитному свойству (рисунок 6 и рискнок 7 соответственно), показал наихудшую стойкость — всего до 4 часов. В отличие от этого обе экспериментальные формулы и конфигурация SA-B + SAP-H выдерживали до 24 часов при температуре 60°C. Однако наилучший результат, т.е. аналогичный ПЭТ, был достигнут при использовании SAP-H, который сохранялся более 24 часов.
Несмотря на аналогичные результаты, полученные на бумажных подложках, условия испытаний, использованные в данном исследовании, были более жесткими из-за более высокой скорости проникновения, вызванной более высокой температурой испытания (т.е. 60°C вместо 23°C).
Таблица 2. Жиропроницаемость исследуемых покрытий. Если не указано иное, единица результатов — минуты
|
Небигованный |
||
|
UC |
Результат испытания |
0 |
|
|
Мин.-Макс. [мин] |
Все <1 |
|
PET |
Результат испытания |
>24 ч |
|
|
Мин.-Макс. [мин] |
Все >1440 |
|
H39K 80 |
Результат испытания |
6 < X < 24 ч |
|
|
Мин.-Макс. [мин] |
Все ≤1440 |
|
H39K 60 |
Результат испытания |
6 < X < 24 ч |
|
|
Мин.-Макс. [мин] |
Все ≤1440 |
|
SA-B |
Результат испытания |
240 |
|
|
Мин.-Макс. [мин] |
240–270 |
|
SAP-H |
Результат испытания |
>24 ч |
|
|
Мин.-Макс. [мин] |
Все >1440 |
|
SA-B+SAP-H |
Результат испытания |
6 < X < 24 ч |
|
|
Мин.-Макс. [мин] |
Все ≤1440 |
В целом, DC обладает свойствами, которые иногда схожи с ПЭТ, но при этом вес покрытия в сухом состоянии снижается. Это означает, что с точки зрения барьерных свойств подложки с дисперсионным покрытием могут представлять собой более экологичные решения, поскольку в них уменьшается содержание нецеллюлозных компонентов.
Бигование
Результаты для образцов со смятыми краями приведены в таблице 3, где также указан режим разрушения. ПЭТ показал наилучшие характеристики наряду с SAP-H, однако H39K 80 и H39K 60 показали интересные результаты, выдержав от 6 до 24 часов. ПЭТ–образец был единственным материалом, на поверхности которого не было обнаружено остатков красителя, что свидетельствует о том, что покрытие, по крайней мере в некоторой степени, впитывает подкрашенный жир. Такие результаты согласуются с аналогичной предыдущей литературой.
Таблица 3. Жиропроницаемость исследованных покрытий после бигования. Учитывались различные ходы и ориентация волокон. Кроме того, указаны режимы разрушения. Если не указано иное, единица результатов — минуты.
|
|
Ход |
0.5 |
0.5 |
0.6 |
0.6 |
Режим разрушения |
|
PET |
Ориентация |
MD |
CD |
MD |
CD |
н.д. |
|
|
Результат |
>24 ч |
>24 ч |
>24 ч |
>24 ч |
|
|
|
Мин.-Макс. |
Все>1440 |
Все>1440 |
Все>1440 |
Все>1440 |
|
|
H39K 80 |
Результат |
6<X<24ч |
6<X<24ч |
6<X<24ч |
6<X<24ч |
Проникновение через покрытие |
|
|
Мин.-Макс. |
Все 1440 |
Все 1440 |
Все 1440 |
Все 1440 |
(редкое повреждение кончика бига) |
|
H39K 60 |
Результат |
6<X<24ч |
6<X<24ч |
6<X<24ч |
6<X<24ч |
Проникновение через покрытие |
|
|
Мин.-Макс. |
150–1440 |
330–1440 |
Все 1440 |
150–1440 |
(редкое повреждение кончика бига) |
|
SA-B |
Результат |
180 |
180 |
150 |
180 |
Проникновение через покрытие |
|
|
Мин.-Макс. |
Все 180 |
180–210 |
70–210 |
130–180 |
|
|
SAP-H |
Результат |
>24 ч |
>24 ч |
>24 ч |
>24 ч |
н.д. |
|
|
Мин.-Макс. |
Все>1440 |
Все>1440 |
1440–1440 |
>1440 |
(редкое повреждение кончика бига) |
|
SA-B+SAP-H |
Результат |
6<X<24ч |
6<X<24ч |
360 |
360 |
Повреждение кончика бига (+некоторые вдоль бига) |
|
|
Мин.-Макс. |
180–1440 |
24–1440 |
30–1440 |
26–1440 |
|
Образцы разрушались из-за общего проникновения через покрытия (рис. 8 b), что еще раз указывает на возможное наличие пор, которые были заполнены окрашенным жиром. Однако размер пор мог быть небольшим, поскольку цвет был однородным, а пористость покрытия не наблюдалась при большом увеличении с помощью сканирующего электронного микроскопа.
Однако направление или ориентация волокон не повлияли на образцы, за исключением SA-B + SAP-H, которые вышли из строя из-за нескольких дефектов смятия, как показано на рис. 8.a и рис. 8.b. Такое поведение подчеркивает, что многослойное покрытие постоянного тока является более хрупким по сравнению с водными дисперсиями, используемыми самостоятельно. Отдельные водные дисперсии вели себя аналогично материалам с экструзионным покрытием и слоистым материалам, а не растрескивались на изученных глубинах сверления. Следовательно, для SA-B + SAP-H ход сгиба должен быть дополнительно уменьшен, что ограничит дефекты, вызванные сгибом. Однако уменьшение длины штриха, а также увеличение ширины сгиба означают уменьшение глубины складок, что препятствует герметичности уплотнений. Кроме того, учитывая данные измерений, кажется, что дефекты на месте бигования более вероятны, чем дефекты вдоль линии бигования. Причина кроется в кончиках мест сгибания, которые обычно подвергаются процессу заполнения, в результате чего могут остаться вмятины, которые могут легко повредить тонкие слои покрытия.
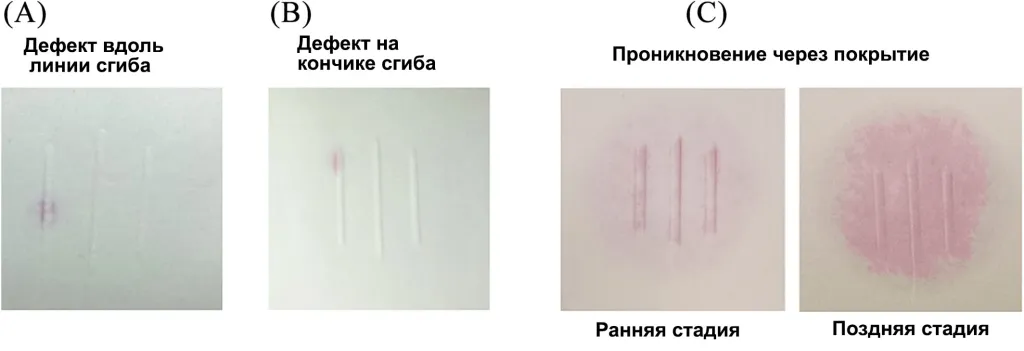
Рис. 8. Фотографии обратной стороны образцов, показывающие наблюдаемые режимы разрушения: a) дефект покрытия вдоль линии бига; b) дефект покрытия из-за кончика бига; и c) отсутствие дефекта покрытия из-за бигования, но проникновение жира через покрытие.
Термосваривание
-
Дисперсионные покрытия термосваривались при значительно более низких температурах (80-100°C), чем ПЭТ (~180°C).
-
Прочность сварного шва у дисперсий была на 10-20% ниже, чем у ПЭТ.
-
Для прочных швов основным механизмом разрушения было расслоение картона, а не разрыв самого сварного шва.
Формование лотков
-
Лотки были успешно сформованы, но для предотвращения прилипания к форме потребовалась низкая влажность заготовки (4.5-5.0%) по сравнению с типичной для картона (8-9%).
-
Высокая скорость формования приводила к повреждениям покрытия в углах и на фланцах из-за растягивающих напряжений.
-
Составы с более высоким содержанием пигмента (H39K 60) демонстрировали меньшее прилипание, но больше повреждений покрытия из-за меньшей сплошности полимерной матрицы.
Выводы
Эта работа дала обнадеживающие результаты, подтверждающие возможную замену материала для снижения содержания нецеллюлозных компонентов в упаковке на основе картона.
Водная дисперсия SA-B обеспечивала барьерные свойства по отношению к воде и влаге, которые были аналогичны свойствам ПЭТ, в то время как
SAP-H обеспечивал барьерные свойства по отношению к жиру. Экспериментальные различия, напротив, характеризовались промежуточными значениями, за исключением барьерных свойств по отношению к воде. Тем не менее, результаты были удовлетворительными из-за меньшего веса сухого покрытия, используемого для дисперсий, по сравнению с ПЭТ.
Исследованный диапазон глубины образования складок не повлиял на целостность покрытия как экспериментальных формул (т.е. H39K 80 и H39K 60), так и SAP-H, в целом оставив значения жиропроницаемости неизменными. При использовании SA-B и SA-B + SAP-H наблюдались некоторые повреждения, что указывает на более хрупкое поведение при комнатной температуре.
Картон с водно-дисперсионным покрытием может подвергаться термической сварке при температурах, которые на 100°C ниже, чем у обычного картона с ПЭТ-покрытием, что является лучшим выбором для снижения энергопотребления. Оказалось, что этот показатель пропорционален Tg каждой фракции полимера. Несмотря на меньшую прочность сварного шва, такие материалы могут быть использованы в тех областях применения, где речь идет о термочувствительных материалах. К сожалению, причиной отслаивания прочно сваренных образцов было расслаивание картона, что свидетельствует о раннем разрушении покрытия, в то время как ПЭТ отделяется на границе термосварного шва.
Можно было бы изготовить лотки из картона с дисперсионным покрытием, однако влажность была снижена до 4,5–5,0%, чтобы предотвратить прилипание заготовок к оборудованию. Хотя это нетипичная процедура для подготовки материалов к обработке, она сильно повлияла на сцепление покрытия с поверхностью. Однако скорость формования лотков нарушила целостность покрытия. Более низкая скорость формования и более высокая температура, как оказалось, привели к качественному уменьшению растрескивания покрытия, хотя для получения безупречного лотка из переработанного картона с покрытием требуется тонкая настройка. В целом, подложки с дисперсионным покрытием показали хорошую обрабатываемость.
Настоящее исследование позволило глубже понять взаимосвязь между свойствами покрытия и их влиянием на параметры процесса, заложив дополнительную основу для будущих исследований.



